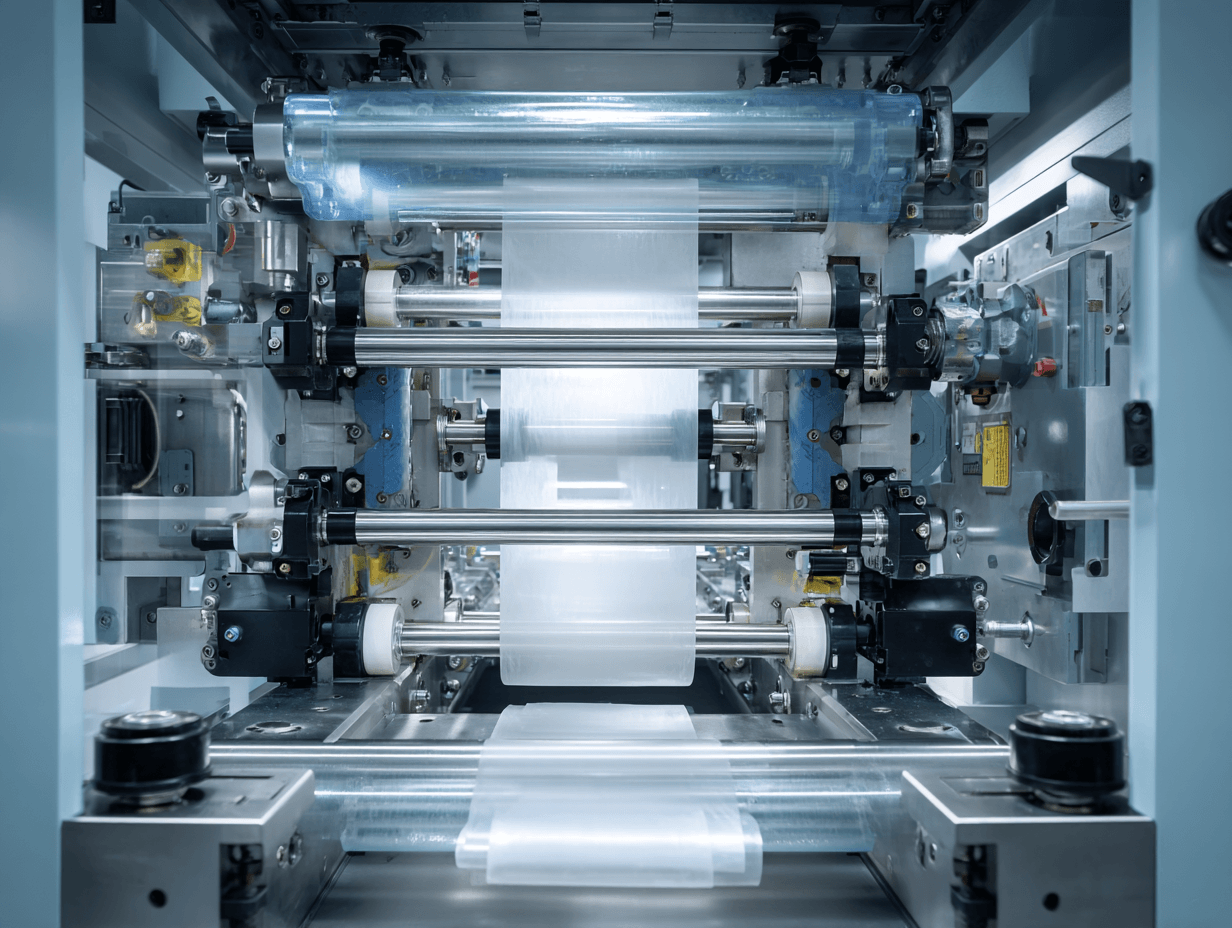
塗佈與貼合機應用
適用於捲對捲(Roll-to-roll)塗佈與貼合精度的穩定張力控制(Tension Control)解決方案
摘要
塗佈與貼合機在整個捲對捲(Roll-to-roll)製程中,必須維持精準且穩定的張力控制(Tension Control),才能確保塗層均勻性、貼合對位精度與材料走料穩定性。在薄膜塗佈線、黏著貼合設備與多層材料複合系統中,捲徑變化、速度切換、熱效應與材料敏感性,往往會直接造成皺摺、拉伸變形、塗佈厚度偏差、夾氣或貼合不良等問題。
透過磁粉式制動器(Magnetic Powder Brake)結合張力控制器(Tension Controller)與感測回授,可在放料端維持平順且可重複的制動轉矩(Torque)輸出,使系統能有效因應連續製程中的各種變化。
此類閉迴路控制(Closed-loop Control)方式,對塗佈與貼合應用尤其重要,因為即使是微小的張力波動,也可能影響表面品質、黏著效果與成品捲一致性。對工程師與 OEM 設計人員而言,穩定的張力控制是降低缺陷、提升製程重複性與確保設備可靠性的基本條件。
適用設備
塗佈機、黏著貼合機、乾式貼合機、無溶劑貼合機、擠出貼合線、多層薄膜貼合系統,以及各類捲對捲(Roll-to-roll)塗佈與加工設備。
適用材料
PET 薄膜、BOPP 薄膜、CPP 薄膜、離型膜、鋁箔、紙材、不織布、軟包裝複合材料、表面塗佈卷材,以及各類用於塗佈與貼合製程的捲對捲(Roll-to-roll)基材。
為何張力控制(Tension Control)對塗佈與貼合機至關重要
在塗佈與貼合系統中,材料張力必須從放料、塗佈、烘乾、貼合到收捲全程維持穩定。由於運轉中會同時出現捲徑變化、溫度變化與材料行為改變,因此必須即時控制制動轉矩與走料穩定性,才能維持製程品質。
維持塗層均勻性
穩定貼合對位
避免皺摺與材料變形
提升成品捲一致性
塗佈與貼合產線常見的張力相關問題
塗佈與貼合機通常需在連續捲對捲(Roll-to-roll)條件下處理高敏感性材料,因此只要張力不穩,就可能直接影響塗佈厚度、貼合品質、材料平整度與最終收捲結構。
塗佈或貼合過程中產生皺摺
若材料張力過低、分布不均或持續波動,卷材在塗佈頭前、貼合壓輪處或烘箱路徑中便可能產生皺摺,進而影響產品品質與製程穩定性。
塗佈厚度不均
若張力控制不足導致走料不穩,會干擾塗佈施作條件,造成塗佈量不均、條痕或表面缺陷。
貼合對位偏移或夾氣
當多層材料之間的張力波動不一致時,容易產生對位偏移、夾氣或複合結構不穩等貼合缺陷。
材料拉伸或熱變形
在加熱製程條件下,若張力過高,可能導致薄膜被拉伸,或使敏感基材產生尺寸變化與形狀失真。
捲徑變化造成張力漂移
當放料捲徑逐漸縮小時,制動轉矩也必須同步下降。若未適當補償,實際張力便會偏離設定值,造成塗佈與貼合表現不穩。
適用於塗佈與貼合機的整合式張力控制(Tension Control)解決方案
典型的塗佈與貼合解決方案會結合磁粉式制動器(Magnetic Powder Brake)、磁粉式離合器(Magnetic Powder Clutch)、張力控制器(Tension Controller)、張力感測器(Tension Sensor)與適當設計的導輪配置,形成反應快速的閉迴路控制(Closed-loop Control)系統。此架構可在捲徑與線速度變化時維持穩定放料張力,協助設備保持平順走料、穩定塗佈條件與一致的貼合品質。
適合理想應用
- 薄膜塗佈線
- 黏著貼合設備
- 乾式與無溶劑貼合機
- 擠出貼合系統
- 各類要求穩定走料與層間品質一致性的捲對捲(Roll-to-roll)加工應用
核心價值
- 穩定的放料張力
- 更佳的塗層均勻性
- 更準確的貼合對位
- 更少的表面缺陷
- 更低的材料浪費
- 更高的捲對捲(Roll-to-roll)製程可靠性
塗佈與貼合機用閉迴路張力控制(Closed-loop Tension Control)系統架構

系統架構
磁粉式制動器/離合器(Magnetic Powder Brake / Clutch)
扭矩產生
張力控制器(Tension Controller)
訊號處理與補償
張力感測器(Tension Sensor)
回授量測
放料軸與導輪(Unwinding Shaft and Guide Rollers)
走料傳送與路徑穩定
控制邏輯
系統持續量測實際張力,並與目標設定值進行比較。
控制器即時計算目前張力與目標張力之間的偏差。
系統依據捲徑變化進行補償。
系統同時依線速度變化與製程動態進行補償。
控制輸出電流隨之調整,以修正制動轉矩。
最終形成閉迴路控制系統,以維持穩定且一致的張力。
為何磁粉式制動器(Magnetic Powder Brakes)適用於塗佈與貼合機
塗佈與貼合機需要平順的轉矩輸出、快速反應能力,以及在不同材料與製程條件下維持穩定的走料控制。
磁粉式制動器(Magnetic Powder Brake)特別適合此類需求,因其可在捲對捲(Roll-to-roll)加工產線中提供連續且平穩的放料控制,避免突兀制動所造成的走料擾動。
平順且可重複的制動轉矩
磁粉式制動器(Magnetic Powder Brake)可提供穩定且可控制的轉矩輸出,有助於維持一致的材料張力與更平穩的塗佈與貼合區走料狀態。
可精準補償捲徑變化
由於制動轉矩可連續調整,系統可在放料捲徑縮小時進行補償,使實際張力更接近目標設定值。
適合連續滑差運轉
塗佈與貼合產線的放料端通常需持續制動,具適當散熱設計的磁粉式制動器可支援長時間滑差與穩定生產。
提升表面品質與貼合穩定性
更穩定的張力可改善塗層均勻性、降低皺摺與材料變形,並支援更佳的層間對位與成品捲結構。
典型安裝位置
放料端
製程區
收捲端
可依機台速度與精度需求,選擇單區或多區張力控制配置。
建議產品配置
最終選型仍需依據轉矩需求、線速度與材料特性而定。






工程 FAQ
以下整理塗佈與貼合機在張力控制(Tension Control)、捲對捲(Roll-to-roll)卷材處理,以及磁粉式制動器(Magnetic Powder Brake)選型上的常見工程問題。
穩定的張力控制可維持材料平整與走料穩定,這會直接影響塗層均勻性、貼合對位精度與最終產品一致性。
磁粉式制動器可提供平順且可調的制動轉矩,並適合連續滑差運轉,因此非常適合穩定的放料張力控制。
常見問題包括皺摺、塗佈厚度不均、對位偏差、夾氣、基材拉伸變形,以及成品捲結構不穩。
控制器會依據感測回授與補償邏輯調整制動電流,使放料捲在逐漸縮小時,制動轉矩也能同步修正。
相關技術洞察
延伸閱讀更多關於製造優化與零組件設計的技術洞察。


Technical Summary
塗佈與貼合機必須依靠穩定的張力控制(Tension Control),才能在捲對捲(Roll-to-roll)製程中維持精準走料、均勻塗佈條件與一致的貼合品質。
透過磁粉式制動器(Magnetic Powder Brake)結合控制器與感測回授,可形成有效的閉迴路控制(Closed-loop Control)系統,進而補償捲徑變化、線速度變動、熱效應與材料敏感性。
此系統架構有助於降低皺摺、塗佈不穩、對位誤差與收捲結構不良,同時提升加工精度與設備可靠性。
對工程師與 OEM 設計人員而言,這是一套成熟、實用且已被廣泛驗證的高性能塗佈與貼合設備方案。